無錫新利体育焊接設備有限公司
公司地址:江蘇省無錫市錫山區東港鎮黃土塘路口
手機:18018399111
電話:0510-88602111
傳真:0510-88797229
郵箱:jghj@alrhee.com
網址:alrhee.com

1.正確地裝配割炬
正確、細心地設備割炬,保障所有零件配合杰出,保障氣體及冷卻氣流轉。設備將所有的部件放在潔凈的絨布上,防止臟物粘到部件上。
2.耗費件在完全損壞前要及時替換
耗費件不要完全損壞后再替換,由于嚴重磨損的電極、噴咀和渦流環將產生不可控制的等離子弧,極易造成割炬的嚴重損壞。所以當開端發現切割質量下降時,就應該及時查看耗費件。
3.清洗割炬的銜接螺紋
在替換耗費件或日常維修查看時,一定要保障割炬內、外螺紋清潔,如有必要,應清洗或修復銜接螺紋。
4.清洗電極和噴咀的觸摸面
在許多割炬中,噴咀和電極的觸摸面是帶電的觸摸面,假如這些觸摸面有臟物,割炬則不能正常作業。
5.每天查看氣體和冷卻氣
每天查看氣體和冷卻氣流的活動和壓力,假如發現活動不充分或有走漏,應立刻停機排除故障。
6.防止割炬磕碰損壞
為了防止割炬磕碰損壞,應該正確地編程防止系統超限行走,設備防撞設備能有效地防止磕碰時割炬的損壞。
等離子切割機電弧的穩定性會影響切割質量,等離子電弧不穩定,簡單導致切口不齊、積瘤等缺點,也會導致控制體系的相關元件壽命下降,噴嘴、電極頻頻替換。針對這種現象,提出了一些解決辦法。
1.氣壓過高
若輸入空氣壓力遠遠超過0.45MPa,則在形成等離子弧后,過大的氣流會吹散會集的弧柱,使弧柱能量分散,削弱了等離子弧的切割強度。造成氣壓過高的原因有:輸入空氣調理不妥、空氣過濾減壓閥調整過高或者是空氣過濾減壓閥失效。
解決方法是,查看空壓機壓力是否調整合適,空壓機和空氣過濾減壓閥的壓力是否失調。開機后,如旋轉空氣過濾減壓閥調整開關,表壓無變化,闡明空氣過濾減壓閥失靈,需替換。
2.氣壓過低
等離子切割機作業時,如作業氣壓遠遠低于闡明書所要求的氣壓,就意味著等離子弧的噴出速度削弱,輸入空氣流量小于規定值,此刻不能形成高能量、高速度的等離子弧,然后造成切口質量差、切不透、切口積瘤的現象。氣壓不足的原因有:空壓機輸入空氣不足,切割機空氣調整閥調壓過低,電磁閥內有油污,氣路不曉暢等。

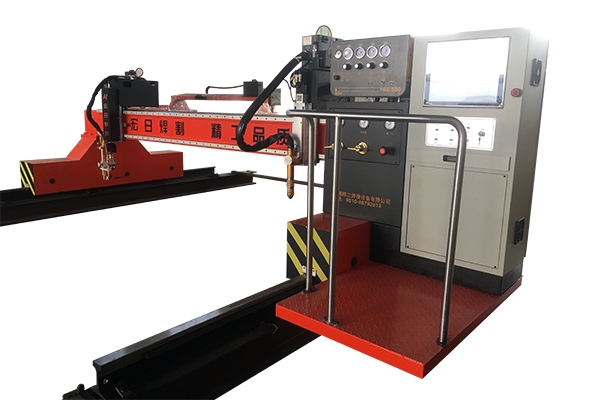
自動焊接機
 江蘇省無錫市錫山區東港鎮黃土塘
江蘇省無錫市錫山區東港鎮黃土塘
 18018399111
18018399111
 0510-88797229
0510-88797229
 jghj@alrhee.com
jghj@alrhee.com
 服務熱線:
服務熱線:
自動焊接機
自動切管機
激光切管機廠家
0510-8860 2111